
সব পণ্য
ব্যক্তি যোগাযোগ :
Mary
ফোন নম্বর :
13724578129
হোয়াটসঅ্যাপ :
+8613724578129
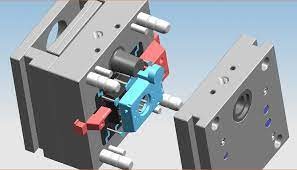
অটোর জন্য A380 পরিষেবা 80000 শট মোল্ড ডাই কাস্টিং H13 স্টিল







Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
xপণ্যের বিবরণ
| ছাঁচ ইস্পাত | P20, H13 | কাঁচামাল | অ্যালুমিনিয়াম, জিঙ্ক, ম্যাগনেসিয়াম |
|---|---|---|---|
| ছাঁচ জীবন | 50000 থেকে 80000 শট | ডাই টেম্পারেচার | 288 |
| ঢালাই তাপমাত্রা | 660 | কাস্ট মেশিন | 280 টন থেকে 1250 টন |
| লক্ষণীয় করা | A380 সার্ভিস মোল্ড ডাই কাস্টিং,80000 শট মোল্ড ডাই কাস্টিং,H13 স্টিল অটো ডাই কাস্টিং |
||
পণ্যের বর্ণনা
ডাই কাস্টিং সরবরাহকারী ডাই কাস্টিং অ্যালুমিনিয়াম কাস্টম OEM অ্যালুমিনিয়াম কাস্টিং A380 পরিষেবা
ডাই কাস্টিং ডিজাইন
আপনার যন্ত্রাংশ ডাই কাস্ট করার আগে, নির্মাতারা বেশ কয়েকটি বিষয় বিবেচনা করবেন, যেমন: উপাদানের বেধ এবং জটিলতা (ধাতুর ছাঁচ বা ছাঁচে কত সময় ব্যয় করা উচিত তা প্রভাবিত করে) এবং কাস্ট ডিজাইনের জটিলতা (কঠিন হওয়ার সময়কে প্রভাবিত করে)।অনন্য প্রয়োজনীয়তার জন্য একটি ডাই কাস্টিং প্রক্রিয়া কাস্টমাইজ করতে, নির্মাতারা ডাই ডিজাইন, প্রক্রিয়া তাপ, উপাদানের রচনা বা উপাদানটি ছাঁচে কতক্ষণ ব্যয় করে তা সামঞ্জস্য করতে পারে।
| বিভিন্ন ঢালাই ধাতু জন্য ডাই এবং উপাদান উপাদান এবং কঠোরতা | |||||||
| ডাই কম্পোনেন্ট | ঢালাইকৃত ধাতু | ||||||
| টিন, সীসা এবং দস্তা | অ্যালুমিনিয়াম এবং ম্যাগনেসিয়াম | তামা ও পিতল | |||||
| উপাদান | কঠোরতা | উপাদান | কঠোরতা | উপাদান | কঠোরতা | ||
| গহ্বর সন্নিবেশ | P20 [নোট 1] | 290-330 HB | H13 | 42-48 HRC | DIN 1.2367 | 38-44 HRC | |
| H11 | 46-50 HRC | H11 | 42-48 HRC | H20, H21, H22 | 44-48 HRC | ||
| H13 | 46-50 HRC | ||||||
| কোর | H13 | 46-52 HRC | H13 | 44-48 HRC | DIN 1.2367 | 40-46 HRC | |
| DIN 1.2367 | 42-48 HRC | ||||||
| মূল পিন | H13 | 48-52 HRC | DIN 1.2367 প্রিহার্ড | 37-40 HRC | DIN 1.2367 প্রিহার্ড | 37-40 HRC | |
| স্প্রু অংশ | H13 | 48-52 HRC | H13 DIN 1.2367 |
46-48 HRC 44-46 HRC |
DIN 1.2367 | 42-46 HRC | |
| অগ্রভাগ | 420 | 40-44 HRC | H13 | 42-48 HRC | DIN 1.2367 H13 |
40-44 HRC 42-48 HRC |
|
| ইজেক্টর পিন | H13 [নোট 2] | 46-50 HRC | H13 [নোট 2] | 46-50 HRC | H13 [নোট 2] | 46-50 HRC | |
| প্লাঞ্জার শট হাতা | H13 [নোট 2] | 46-50 HRC | H13 [নোট 2] DIN 1.2367 [নোট 2] |
42-48 HRC 42-48 HRC |
DIN 1.2367 [নোট 2] H13 [নোট 2] |
42-46 HRC 42-46 HRC |
|
| হোল্ডার ব্লক | 4140 প্রিহার্ড | ~300 HB | 4140 প্রিহার্ড | ~300 HB | 4140 প্রিহার্ড | ~300 HB | |
এইচপিডিসি ছাঁচের সুবিধা
· নেট আকৃতি অংশ কনফিগারেশন অর্জনযোগ্য
· উচ্চ মাত্রিক নির্ভুলতা অর্জনযোগ্য
· দ্রুত উৎপাদন
· বিনিয়োগ এবং বালি ঢালাইয়ের তুলনায় পাতলা দেয়াল অর্জনযোগ্য
· সম্ভাব্য আকারের বিস্তৃত পরিসর
· বাহ্যিক থ্রেড কাস্ট করা যেতে পারে
· ইস্পাত সন্নিবেশ অতিরিক্ত ছাঁচ করা যেতে পারে
· গর্ত অভ্যন্তরীণ ট্যাপ ড্রিল আকারে cored করা যেতে পারে
| বিভিন্ন ঢালাই উপকরণের জন্য সাধারণ ডাই তাপমাত্রা এবং জীবন | ||||
| দস্তা | অ্যালুমিনিয়াম | ম্যাগনেসিয়াম | পিতল (সিসা হলুদ) | |
| সর্বোচ্চ মৃত্যু জীবন [চক্রের সংখ্যা] | 1,000,000 | 100,000 | 100,000 | 10,000 |
| ডাই টেম্পারেচার [C° (F°)] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| ঢালাই তাপমাত্রা [C° (F°)] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000) |
ডাই কাস্টিং হল একটি ম্যানুফ্যাকচারিং প্রক্রিয়া যা সাধারণত সঠিকভাবে মাত্রাযুক্ত, তীক্ষ্ণভাবে সংজ্ঞায়িত, মসৃণ বা টেক্সচার্ড পৃষ্ঠের ধাতব অংশ তৈরি করতে ব্যবহৃত হয়।এটি উচ্চ চাপে গলিত ধাতুকে পুনরায় ব্যবহারযোগ্য ধাতুর মৃত্যুতে বাধ্য করে সম্পন্ন করা হয়।ডাই কাস্টিং মোল্ড প্রক্রিয়া ডাই কাস্ট মোল্ড উত্পাদন সম্পর্কিত পরবর্তী পদ্ধতিগুলি অনুসরণ করে:
ছাঁচ উত্পাদন প্রক্রিয়া
1. ঢালাই সঠিকভাবে অপসারণের অনুমতি দেওয়ার জন্য কমপক্ষে দুটি বিভাগে একটি ছাঁচ তৈরি করা হয়।
2. বিভাগগুলি মেশিনের মধ্যে সুরক্ষিতভাবে মাউন্ট করা হয়েছে এবং এমনভাবে সাজানো হয়েছে যাতে একটি স্থির থাকে এবং অন্যটি সরানো যায়।
3. দুটি শক্তভাবে একসঙ্গে আবদ্ধ করা হয়.
4. গলিত ধাতুকে ডাই ক্যাভিটিতে ইনজেকশন দেওয়া হয় যেখানে এটি দ্রুত শক্ত হয়ে যায়।
5. ডাই অর্ধেক আলাদা করা হয় এবং ঢালাই বের করা হয়।

প্রস্তাবিত পণ্য